
热点
- · 江苏上海5083-h111铝板锻件质优价美
- · 梧州4320合金钢规格
- · 佳木斯桦川波纹丝硅油不油腻
- · 湖北x20crmov121材料可复检剥皮钢、圆钢
- · 2024**开封开封环氧修补砂浆<2024+排一览>
- · 关岭布依族苗族自治县螺纹钢 关岭布依族苗族自治县螺纹钢厂家 螺纹钢价格
- · Q420C元钢 Q370NE圆钢 鸿运腾达 可安照客户要求加工 托架
- · pmh3080预铺防水卷材
- · 高新技术开发区槽钢 高新技术开发区钢材市场 高新技术开发区钢铁市场 镀锌角钢材质
- · 浙江015Cr21Ni26Mo5Cu2库存销售好
- · C50E质量保证锻环、三角棒
- · 经销点进入##陕西30NiCrMo145光园查看实况
新内容
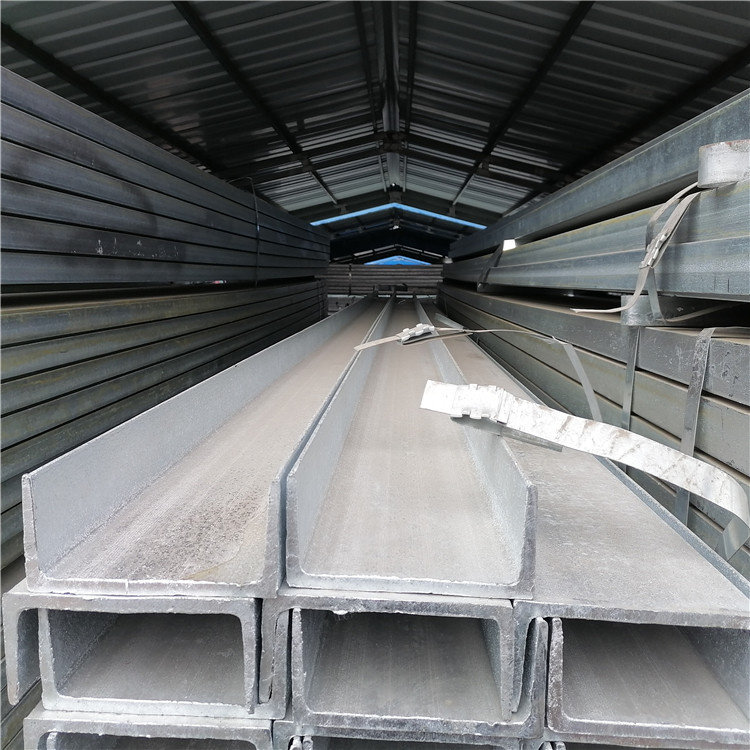
30A槽钢价格 潮州Q345C槽钢切割零售
发布用户:tygt02
发布时间:2024-09-21 17:49:08
30A槽钢价格 潮州Q345C槽钢切割零什么叫未燃煤粉?它对高炉冶炼有何影响?高炉喷煤实践和研究表明,在高炉炼铁的条件下,喷入炉缸的煤粉在有限空间和短暂的时间内不可能 完全气化,而且挥发分中碳氢化合物还不可避免地产生有很高抗表面氧化能力的炭黑微粒,这些就是喷煤操作中称为未燃煤粉的来源。未燃煤粉数量与煤粉的燃烧性能,特别是煤粉的粒度、鼓风中含氧、风口工作的均匀性等有关。一般要求未燃煤粉量应低于喷煤量的!15~20%。超量的未燃煤粉随 进入料柱将会产生对高炉行程不利的影响,它们是:大量进入炉渣超过直接还原所要求的数量,以悬浮状存在于炉渣中,会增加炉渣的黏度,严重时造成滴落带渣流不顺利和炉缸堆积,这对攀钢等特殊矿冶炼影响尤为严重。
泰岳钢铁(山东)有限公司生产销方矩管,焊管,螺旋管,热镀锌方管圆管,镀锌无缝管,大棚管定尺,镀锌型材,带钢,镀锌带钢。太阳能光伏支架,承揽各种热镀锌业务 ,镀 、吊镀 ~范围包括(圆管,方矩管、直缝焊管、无缝钢管、螺旋管、异型管、C型钢、Z型钢、U型钢、钢、角钢、槽钢、扁钢、圆钢、方钢、标志杆、光伏太阳能支架、电力铁塔、温室大棚桁架,立柱、交通设施护栏、高速立柱管及各种规格……):质量好、价格低、速度快!当天可以出货,正常接货,管材型材 打孔、焊接。机床业务!!
选用分区加料和布料的理论和方法分区加料和布料使Mn、Si单独进行还原可避免和减少硅酸锰优先形成而改善Mn、Si还原的热力学和动力学条件,从而促进和提高Mn、Si的还原,减少液态渣中硅酸锰+C之间的反应。建立提高V2才能强化Si还原而确保Mn还原的理念提高V2对硅锰合金的冶炼起着主导作用而且能改善各项经济技术指标。提高V2。选择还原Si的电力制度,在保证原V2的基础上提高20-30%的V2即可,基本参数不变。
30A槽钢价格 潮州Q345C槽钢切割零
30A槽钢价格 潮州Q345C槽钢切割零冷挤压凸模为圆锥形芯棒,以圆锥凸模小端压入圆柱形钢管内(坯料外表面不受凹模作用),则金属坯料在受到作用于内孔表面上的正压力时,金属坯料逐渐向外膨胀形成圆锥形管,同时在切向压力作用下,金属坯料沿轴向长度被缩短。根据金属变形的机理,先采用挤压凹模使圆柱无缝钢管坯料逐渐收口,再用圆锥凸模使圆柱无缝钢管逐渐扩口,形成整个圆锥形管件,冷挤压工艺方案见图2。冷挤压成形工艺过程分为四个阶段:阶段是将圆柱无缝钢管坯料压入凹模1;第二阶段将凹模2与凹模1组合起来,压力机将坯料逐渐压入凹模1与凹模2,此时坯料的一半长度受压而缩小成锥形;第三阶段将凸模1先压入坯料内孔与孔口平;第四阶段,将凸模2和凸模1组合起来,压力机继续将凸模1与凸模2向下压入坯料孔内,则坯料的上半部分被胀形成为锥管。
选用分区加料和布料的理论和方法分区加料和布料使Mn、Si单独进行还原可避免和减少硅酸锰优先形成而改善Mn、Si还原的热力学和动力学条件,从而促进和提高Mn、Si的还原,减少液态渣中硅酸锰+C之间的反应。建立提高V2才能强化Si还原而确保Mn还原的理念提高V2对硅锰合金的冶炼起着主导作用而且能改善各项经济技术指标。提高V2。选择还原Si的电力制度,在保证原V2的基础上提高20-30%的V2即可,基本参数不变。
30A槽钢价格 潮州Q345C槽钢切割零
30A槽钢价格 潮州Q345C槽钢切割零冷挤压凸模为圆锥形芯棒,以圆锥凸模小端压入圆柱形钢管内(坯料外表面不受凹模作用),则金属坯料在受到作用于内孔表面上的正压力时,金属坯料逐渐向外膨胀形成圆锥形管,同时在切向压力作用下,金属坯料沿轴向长度被缩短。根据金属变形的机理,先采用挤压凹模使圆柱无缝钢管坯料逐渐收口,再用圆锥凸模使圆柱无缝钢管逐渐扩口,形成整个圆锥形管件,冷挤压工艺方案见图2。冷挤压成形工艺过程分为四个阶段:阶段是将圆柱无缝钢管坯料压入凹模1;第二阶段将凹模2与凹模1组合起来,压力机将坯料逐渐压入凹模1与凹模2,此时坯料的一半长度受压而缩小成锥形;第三阶段将凸模1先压入坯料内孔与孔口平;第四阶段,将凸模2和凸模1组合起来,压力机继续将凸模1与凸模2向下压入坯料孔内,则坯料的上半部分被胀形成为锥管。